Для оценки текущего состояния ремонтного производства на ООО «ГлобалОилГрупп» и выявления его недостатков был проведён анализ действующего технологического процесса восстановления блоков цилин-дров двигателя ЗМЗ-405. Анализ показал, что сложившийся на предприя-тии производственный процесс ремонта блоков цилиндров включает сле-дующие основные этапы: приёмка блока, наружная очистка, разборка (при необходимости), дефектация и сортировка, механическая обработка (рас-точка цилиндров, хонингование), сборка, контроль качества и выдача за-казчику. Действующий маршрутный процесс в детализированном виде включает следующие операции. Операция 1 – наружная очистка (мойка) на установке М205 для удаления масла, нагара и грязи. Операция 2 – раз-борка на стенде Р-776-01 и прессе ППК 50300А с выпрессовкой втулок распределительного вала. Операция 3 – дефектация и сортировка на стен-де Р-776-01 с использованием нутромеров, микрометров, линейки пове-рочной и щупа. Операция 4 – сварочные работы при обнаружении трещин (ручная дуговая сварка электродами ЦЧ-4). Операция 5 – шлифование плоскости разъёма блока на станке ЗЛ722. Операция 6 – расточка цилин-дров на станке ВМ-200 под ремонтный размер. Операция 7 – финишная обработка цилиндров (в действующем процессе – хонингование, которое предполагается выполнять на вертикально-сверлильном станке 2Н135). Операция 8 – промывка и продувка блока в моечной установке М205. Операция 9 – контроль качества на стенде Р-776-01 с использованием из-мерительного инструмента.
Анализ оборудования, задействованного в действующем процессе, показал, что его техническое состояние требует модернизации, особенно оснастки для хонингования. Моечная установка М205 (2015 г.) имеет из-нос 45 % и требует замены нагревательных элементов. Стенд для разборки Р-776-01 (2016 г.) – износ 40 %. Пресс гидравлический ППК 50300А (2014 г.) – износ 50 %. Расточной станок ВМ-200 (2010 г.) – износ 65 %, направ-ляющие имеют выработку. Вертикально-сверлильный станок 2Н135 (2012 г.) – износ 55 %, но после модернизации приспособления для хонингова-ния может быть эффективно использован для финишной обработки цилин-дров без приобретения нового оборудования. Плоско-шлифовальный ста-нок ЗЛ722 (2013 г.) – износ 55 %. Сварочный аппарат (2018 г.) – износ 20 %. Средний коэффициент износа основного оборудования составляет око-ло 51 %.
На основе хронометража рабочего времени и анализа фактических затрат был выполнен расчёт трудоёмкости действующего процесса восста-новления одного блока цилиндров ЗМЗ-405. Очистные работы занимают 1,0 чел.-ч (7,8 %). Разборка – 0,8 чел.-ч (6,2 %). Дефектация и контроль – 1,2 чел.-ч (9,3 %). Сварочные работы (при наличии дефектов) – 1,5 чел.-ч (11,6 %), при этом коэффициент встречаемости дефектов составляет 0,4. Шлифование плоскости разъёма – 0,6 чел.-ч (4,7 %). Расточка четырёх ци-линдров – 1,8 чел.-ч (14,0 %). Хонингование четырёх цилиндров на станке 2Н135 – 1,8 чел.-ч (14,0 %). Промывка и продувка после обработки – 0,6 чел.-ч (4,7 %). Контроль качества и приёмка – 1,0 чел.-ч (7,8 %). Вспомо-гательное время – 1,9 чел.-ч (14,7 %). Суммарная трудоёмкость составля-ет 11,9 чел.-ч. Основным резервом снижения трудоёмкости является со-вершенствование оснастки для хонингования (сокращение времени на установку блока и настройку инструмента), а также оптимизация вспомо-гательного времени.
Для оценки качества восстановления по действующей технологии были проанализированы данные о браке и рекламациях за 2024–2025 гг., а также выполнен контрольный обмер цилиндров в трёх отремонтирован-ных блоках. Требованиями установлены: диаметр цилиндра 96,0+0,021 мм, овальность не более 0,02 мм, конусность не более 0,02 мм, шерохова-тость Ra не более 0,32 мкм. Фактические замеры показали, что диаметр выдерживается с отклонениями до 0,011–0,014 мм. Овальность в двух блоках из трёх превышает норму (0,025 и 0,028 мм). Конусность также в двух случаях превышает норму (0,022 и 0,024 мм). Шероховатость в ряде случаев не соответствует норме: фактические значения составляют 0,38–0,55 мкм при норме 0,32 мкм. «Хонинговальная сетка» на поверхности цилиндров выражена недостаточно чётко. Процент брака при восстанов-лении блоков цилиндров по данным предприятия за 2025 год составил 6,8 %, что на 3–4 % выше отраслевых норм для ремонтных предприятий. Ос-новными причинами брака являются недостаточно стабильное качество хонингования (из-за несовершенства оснастки) и отклонения геометриче-ских размеров после расточки.
Проведённый анализ позволяет систематизировать недостатки дей-ствующего процесса восстановления блоков цилиндров по трём группам. Технологические недостатки: хонингование выполняется на станке 2Н135 с использованием несовершенной оснастки – отсутствует автоматическая ре-гулировка давления прижима брусков, нестабильна подача СОЖ, неопти-мальна амплитуда возвратно-поступательного движения. Использование изношенного оборудования (расточной станок ВМ-200 – износ 65 %, ста-нок 2Н135 – износ 55 %). Низкая точность базирования блока цилиндров при обработке (отсутствуют специальные приспособления-кондукторы). Высокая доля ручного труда на операциях дефектации и контроля.
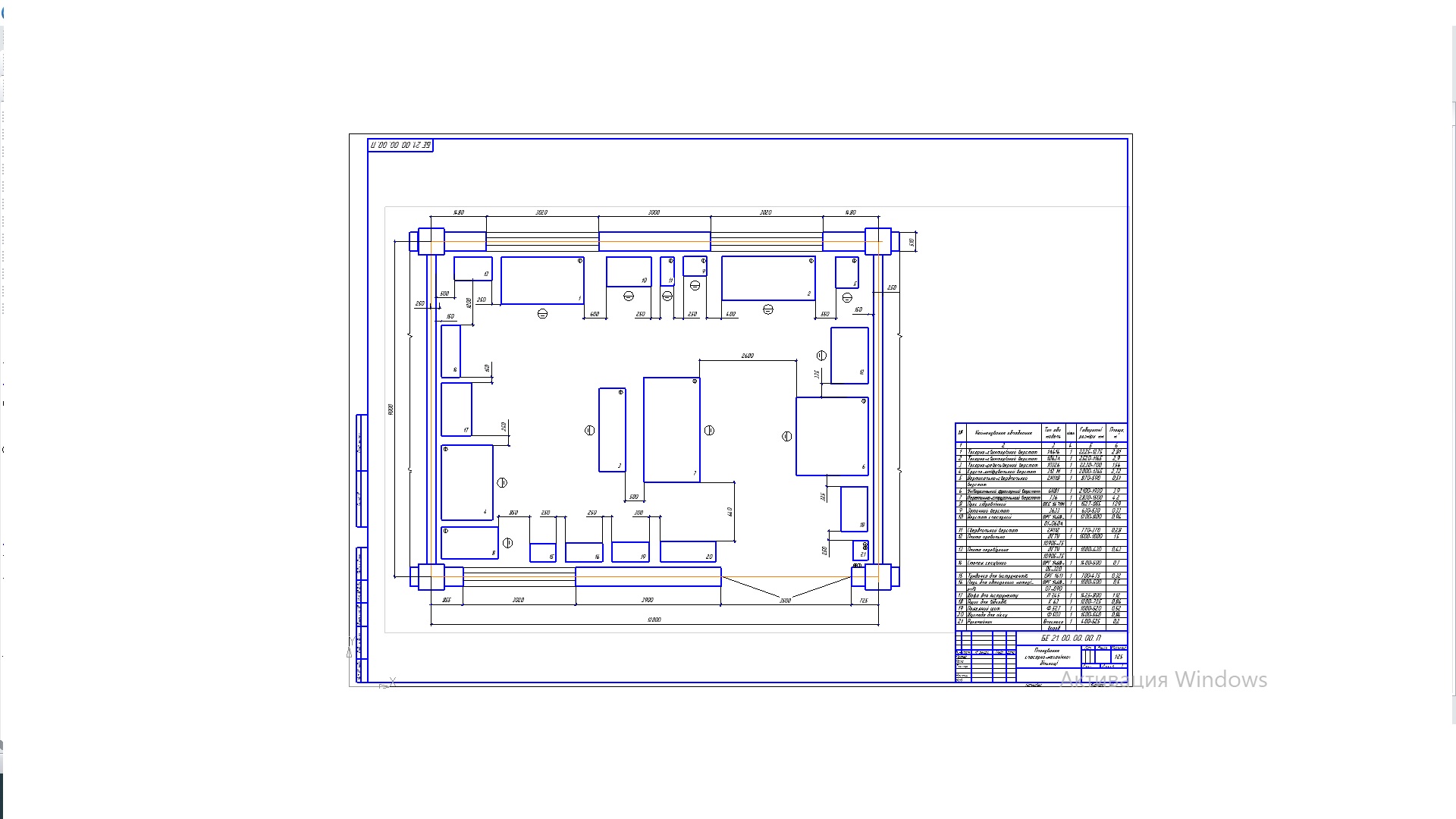
Организационно-технические недостатки: неоптимальная планировка оборудования, увеличивающая внутрицеховые перемещения детали. От-сутствие чёткой системы контроля качества на промежуточных этапах. Устаревшая технологическая документация, не содержащая современных режимов хонингования и требований к оснастке.
Экономические недостатки: высокая себестоимость восстановления одного блока (около 82 тыс. руб. без учёта прямых материальных затрат). Значительные потери от брака (6,8 %). Низкий коэффициент загрузки до-рогостоящего оборудования.
На основе выявленных недостатков определены следующие направ-ления совершенствования действующего производственного процесса. Во-первых, модернизация оснастки для хонингования на вертикально-сверлильном станке 2Н135: разработка и изготовление нового приспособ-ления для возвратно-поступательного движения шпинделя с пневматиче-ским приводом и регулируемой амплитудой (30–40 мм) и частотой (200–300 двойных ходов в минуту); установка хонинговальной головки с шар-нирным соединением (карданным шарниром) для самоустановки по оси цилиндра; организация стабильной подачи смазочно-охлаждающей жид-кости (керосина) через форсунки в зону обработки. Во-вторых, разработ-ка и внедрение приспособления для точного базирования блока цилиндров на столе станка 2Н135 (центрирующий кондуктор с индикаторными узла-ми), что позволит сократить вспомогательное время на установку и повы-сить стабильность размеров. В-третьих, оптимизация планировки обору-дования – размещение станков по порядку выполнения операций (прямо-точная схема). В-четвёртых, актуализация технологической документации – разработка новых операционных карт хонингования с указанием опти-мальных режимов (частота вращения шпинделя – 150–200 об/мин, ско-рость возвратно-поступательного движения – 3–4 м/мин, давление прижи-ма брусков – 0,3–0,5 МПа). В-пятых, проведение краткосрочного обуче-ния персонала работе на модернизированном оборудовании.
Выводы по пункту 1.4. Действующий на ООО «ГлобалОилГрупп» производственный процесс восстановления блоков цилиндров ЗМЗ-405 технически и технологически требует совершенствования. Суммарная тру-доёмкость составляет 11,9 чел.-ч на один блок. Финишная обработка ци-линдров (хонингование) выполняется на вертикально-сверлильном станке 2Н135, который имеется на предприятии, но используемая оснастка несо-вершенна. Качество хонингования нестабильно: шероховатость в ряде случаев достигает 0,55 мкм при норме 0,32 мкм, «хонинговальная сетка» выражена недостаточно чётко. Процент брака составляет 6,8 %, что на 3–4 % выше отраслевых норм. Основные причины – несовершенство приспо-соблений для возвратно-поступательного движения, подачи СОЖ и бази-рования блока. В качестве оптимального и экономически целесообразного решения предлагается модернизация оснастки для хонингования на станке 2Н135 (затраты 50–80 тыс. рублей) вместо приобретения нового специа-лизированного хонинговального станка (500–800 тыс. рублей). Ожидае-мый эффект: снижение трудоёмкости хонингования с 1,8 до 1,2–1,3 чел.-ч на блок, снижение брака по шероховатости с 6–8 % до 2–3 %, обеспечение стабильного достижения Ra ≤ 0,32 мкм. Срок окупаемости затрат на мо-дернизацию составит менее 4 месяцев. Данное решение принимается за ос-нову при разработке маршрутного технологического процесса ремонта и конструкторской разработке в последующих разделах настоящей диплом-ной работы.
Комментарии
ZEMA
вт, 04/28/2026 - 17:41
Для оценки текущего состояния